
Responsiveness, agility and continuously providing the highest quality components are what it takes to be a successful oil & gas industry supplier.
As published in Energy Manufacturing
During the recent Gulf of Mexico oil spill crisis, Cortec Fluid Control (Houma, LA), was called upon to quickly supply two of its severe-service, extreme-pressure valve assemblies. These were needed on the ship that was dispatched to drill a relief well that eased the flow of oil from the spilling well so that repairs could be made. Working around the clock, the shop manufactured the assembly and delivered it in just two days. Typically, such an assembly would take weeks to produce.
Such responsiveness and manufacturing agility, as well as continuously providing the highest quality components, is key to Cortec’s success as an oil & gas industry supplier of high-quality choke-valve products, including those classified as severe service that are the shop’s specialty. Cortec valves are used in fracking, flow-back, well-test and production operations. The valves must be manufactured to exacting standards and able to function flawlessly in erosive flowing conditions 24/7, 365 days a year for the life of a well and in all types of extreme conditions for controlling flow pressures of up to 20,000 lb (9000 kg) working pressure.
Components that make up the various types of valve assemblies are shaft and flange-type parts ranging in size from 1 to 26″ (25.4-660.4 mm) in diam, made from mostly solid 4130 steel and 410 stainless raw bar slugs and requiring a lot of metal removal. Over 90% of the parts Cortec machines can involve removing 40% or more of the original raw material. For instance, one particular flange component starts with an 11″ (279-mm) diameter and is machined down to a 4.5″ (114-mm) diameter running half of the part’s length, and many of the shop’s components require heavy-duty machining of bores and holes as big as 20″ (508 mm) in diam.
Machines for severe-service products
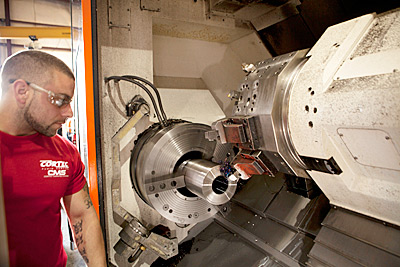
For its aggressive machining operations, Cortec needs powerful and rugged machine tools that can stand up to the rigors of heavy material removal day in and day out, while also consistently holding precise part tolerances. Of the shop’s 14 CNC machine tools, 12 are from Mazak Corp., and all were acquired from Dixie Mill, Cortec’s Mazak distributor in New Orleans.
Cortec’s recently acquired Mazak machines include a Horizontal Center Nexus (HCN) 8800-II Machining Center, two heavy-duty Slant Turn Nexus (STN) 550 Turning Centers-one of which, an STN 550M model, features milling capabilities for multitasking operations-and an INTEGREX e-410H-S Multi-Tasking machine.
The speed, power, and rigidity of the Mazak machines allow Cortec to significantly shorten part cycle times, especially in terms of faster rough machining operations. And equally beneficial, the machines provide increased part-size capacity and multiple machining operation capabilities, both of which eliminate the need for processing components using two or three separate machine tools. The machines also improve the shop’s consistency in maintaining critical size and surface finish requirements.
At any given time, Cortec can have hundreds of valves in various stages of production on the shop floor. Individual customer orders for valves/chokes can range from one to over a hundred, and the shop manufactures key components for its own inventory stock as well. With an expansive stock of components, the shop can produce valves as quickly as possible for emergency orders, a capability that often differentiates Cortec from other oil field suppliers.
Reducing part cycle times
According to Mickey Adams, production manager at Cortec Fluid Control, reducing part cycle times is critical, and that goal was the driving force behind recent acquisition of the shop’s Mazak machines. He says that prior to the arrival of those machines, the shop realized that trying to run big parts on smaller platform machines resulted in slower cutting and longer cycle times because the machines just couldn’t be pushed. And the same held true with running smaller parts on larger machines, which didn’t provide the speed to reduce cycle times.
“The Mazaks are workhorses. They easily handle our toughest material removal operations,” says Adams. “For many workpieces, we’ve doubled our material removal capability and shortened our rough machining lead times by half with the Mazaks. On the HCN 8800-II, for instance, we reduced square block
Cortec’s STN 550 features a 1000-rpm, 60-hp (45-kW) turning spindle, while its STN 550M’s turning spindle delivers 1600 rpm and 60 hp. The M-model machine’s rotary tool spindle provides speeds up to 4000 rpm and 10 hp (7.46 kW) for the shop’s multitasking operations. For aggressive machining, the HCN 8800-II gives Cortec the speed and power of a 10,000-rpm, 50-hp (37.3-kW), 50-taper spindle and a rapid machine traverse capability of 2362 ipm (60 m/min).
The shop cuts parts on the STN 550s and the HCN 8800-II feeding the machines at 14 ipm (356 mm/min) and taking depths of cut up to 0.2″ (5 mm). Adams comments, “We aren’t even pushing them to the maximum with those cuts, but we do run them hard. Our experience with the types of parts we make has dictated that those are the best speeds and feeds for shortening cycle times while also preserving cutting tool life.”
In addition to reducing cycle times, the Mazaks, in many instances, allow Cortec to complete workpieces with one machine in one setup. For example, with the STN 550M’s milling capability, the shop can now turn, mill and drill valve choke flanges in the same part setup, as opposed to having to transfer the parts to a milling machine after the turning operations. The same holds true for Cortec’s INTEGREX e-410H-S.
Single setup operations
Choke valve flanges are completed in single setups on Cortec’s INTEGREX e-410H-S that features twin turning spindles and a 12,000-rpm milling spindle, as well as a 40-tool magazine. The machine handles the shop’s large valve components by providing a spindle through-hole size of 4.4″ (112 mm) in diameter on both its turning spindles. With the machine’s done-in-one capability, valve flanges transfer-in a C-axis synchronized hand off-from the first turning spindle to the second spindle during sequential part-processing operations. Flange holes are then machined using the milling spindle.
Additionally with its STN 550s, Cortec can load those machines’ 12-position turrets with larger size, beefier tooling used for initial prep machining of raw parts, so there’s no need to do so on another separate machine prior to the parts being run on the STN 550s. For such aggressive machining operations, the shop will chuck parts deep in the machines’ spindle through holes that are 10.83″ (275 mm) in diameter.
Strong tailstocks and machine steadyrests that move with machine chucks provide added support for the shop’s bigger parts that it holds using 28″ (711-mm) chucks on the STN 550s. Both machines increase Cortec’s large-part size machining capacity by providing bigger spindle through holes and the ability to cut maximum part diameters of 35.83″ (910 mm) on parts as long as 80.47″ (2044 mm).
Cortec further expands its large-part milling capabilities with the HCN 8800-II, again with the goal of processing parts without having to use multiple machines. The HCN 8800-II’s 31.5″ (800-mm) square pallets with load capacities of 4850 lb (2182.5 kg) and its X, Y and Z-axis travels of 55.12, 47.24 and 52.17″ (1400, 1200 and 1325 mm), according to Adams, also allow Cortec to process more large-sized parts in-house that would have previously been farmed
“We’ll fixture a 26″ [660-mm] diameter workpiece on the HCN 8800-II, and be able to access more of the part’s surfaces as compared to running it on a vertical turning lathe,” says Adams. “We can do all the required side milling, drilling, tapping, and grooving on one side of the part, then index the table for the back side-all on the same machine and setup. Plus with the HCN 8800-II’s two-pallet changer, parts can be loaded and unloaded while the machine’s spindle stays in the cut.”
Licensed and certified
Part tolerances and surface finishes are critical for all the various components that make up Cortec valve and choke assemblies. The shop is API 6A licensed and ISO 9001 certified, meaning all its processes and products, in terms of materials, traceability, quality assurance and testing, are certified as the highest possible quality and meet the stringent requirements of those standards. The shop controls all aspects of its valve and choke production-from manufacturing, assembling and testing to painting and shipping. The shop does all its own welding, heat treating and assembly, as well as raw material and finished product testing in-house.
“Cortec products are used worldwide, from the North Sea to the Middle East to the Gulf of Mexico and Malaysia, and there must be no product failures,” says Steve Corte, marketing director at Cortec Fluid Control. “Our API 6A licensing and the design and engineering steps we take ensure that our products will meet and in many cases exceed industry standards and recommendations. And the precision of the Mazak machines plays a key role in helping to maintain that level of product quality.”
Because valve and choke assemblies involve several parts that match up with one another, maintaining individual component tolerances, especially as they relate to centerlines, is a must for perfect form-fitting purposes. And generating precision-machined surfaces are equally critical for ensuring tight, leak-proof seals between mating components.
Quality and product diversification, according to Corte, is what has kept the shop’s business steadily growing each year-even through rough economic times-since his father, Bobby Corte Jr., started the company in 2003.
Steve Corte adds that the company, which has since opened another division, Cortec Manifold Systems in Lafayette, LA, is constantly exploring new product lines within the oil & gas industry, and machine tools like the Mazaks provide the shop with the machining capabilities and flexibility to not only continue to provide customers with the highest quality products delivered as quickly as possible, but to also cost effectively produce any future new product lines without having to add a lot of dedicated equipment.

Recent Comments